Those of you who have heard me teach this topic know that I strongly believe that the discussion of manufacturing environments is one of the most significant parts of the APICS Body of Knowledge.[1] From strategy to implementation, it is one of the most powerful discussions you can have about your business because it brings together many seemingly unrelated topics.
|
For example, manufacturing environments may help us answer the following questions:
|
 |
When developing a system for effective manufacturing control, the manufacturing environment needs to be considered. The company’s sales philosophy and its competition help to determine the type of service that it needs to provide to its customers; the shorter the planned delivery time, the more stock must be carried in inventory, and the more advanced its stage of completion must be. Take the following chart as an example:
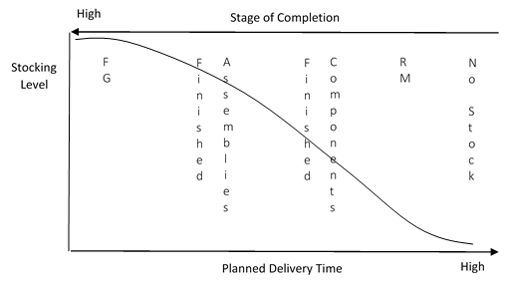
The stage of completion is shown across the top and planned delivery time across the bottom. These two factors have an inverse relationship. For example, the higher the stage of completion, the shorter the planned delivery time. Customer demand may determine selling a Finished Good (FG) from stock, or it may require a delivery in less time than it takes to buy all components and Raw Materials (RM). Other companies may buy parts and build their products once they receive a customer order from semi-finished assemblies. The line representing the stocking level falls as the Stage of Completion is reduced and Planned Time to Delivery becomes longer.
This model helps you determine the right manufacturing environment for your business. The truth of the matter is that every manufacturing organization needs to understand this topic clearly and completely BEFORE you purchase mission critical manufacturing software. Simply knowing the basics of manufacturing environments prior to making an ERP investment can save you a lot of money and heartache!
The Four Manufacturing Environments
There are four typical manufacturing environments:
- Make to Stock (MTS) = All production is completed prior to the arrival of the customer order.
- Assemble to Order (ATO) = Some production is completed prior to the arrival of the customer order, but not all production.
- Make to Order (MTO) = Production is not started prior to the receipt of the customer order.
- Engineer to Order (ETO) = Fundamentally, the same as MTO, except that ETO contains an element of lead-time for design of the product.
Notice that every environment is determined by the relationship between the arrival of the customer order and the completion of production. For MTS, customers require quick fulfillment, meaning that production must be completed prior to receiving the customer order or the customer may look elsewhere.
ATO may stock components of a final product that have been completed before receiving the customer order, but some assembly is required likely due to some kind of customization requirement. For this type of order, the customer is willing to wait for some production, but not the entire Manufacturing Lead-Time (MLT). While this environment has been around for a long time, Dell Computer has largely built their business around it.

For MTO, production isn’t started until the customer order is received. This is often because the manufacturer does not own the product, only the process to produce it. It may also be due to a high degree of customization where each unit is different from the previous.
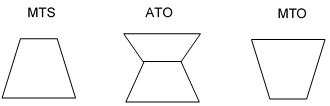 |
These environments are shown on a continuum beginning with MTS and moving towards MTO (right to left). Keep in mind as you read this post that most companies are not in a single environment, but rather in all of them. For example, an organization that produces MTO may have a spare parts stockroom that is MTS. As we review the characteristics of each environment, try to think about how they'd apply to a specific product line and not towards your whole organization. |
The shapes we're using to represent each environment have been created to help us understand the how and why behind the behavior of each environment so you can more clearly understand why this is important to your manufacturing business.
In the following articles, we will look deeper at these environments and answer the following questions:
- Who defines the environment?
- What determines the height?
- What determines the width?
- Where do we place the forecast, inventory and/or master production schedule?
- What are the roles of materials and capacity planning?
- How is the market drifting?
This is the first article in a multi-part series. Make sure to subscribe to our blog to stay up-to-date!
Ready to learn more right now? View our recorded webinar by clicking the image below:

[1] APICS is the Society for Operations Management. They may be reached at www.apics.org.
This is the first article in a multi-part series. Make sure to subscribe to our blog to stay up-to-date!
Please let us know your thoughts or any questions below:




